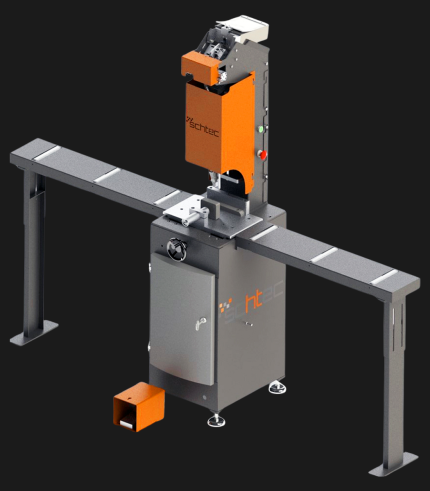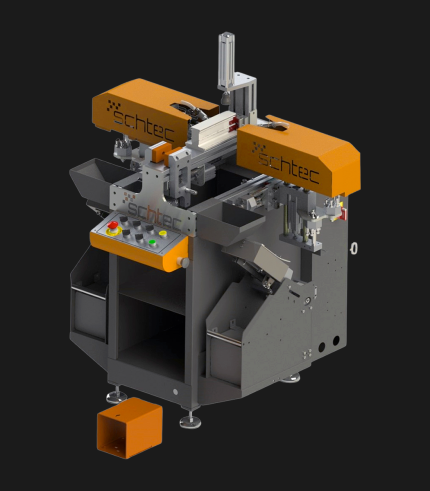

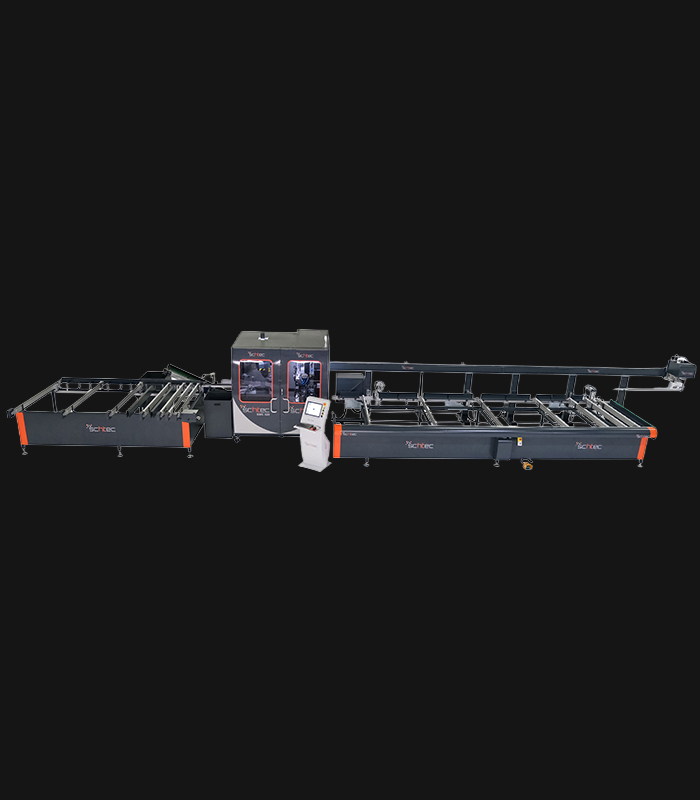

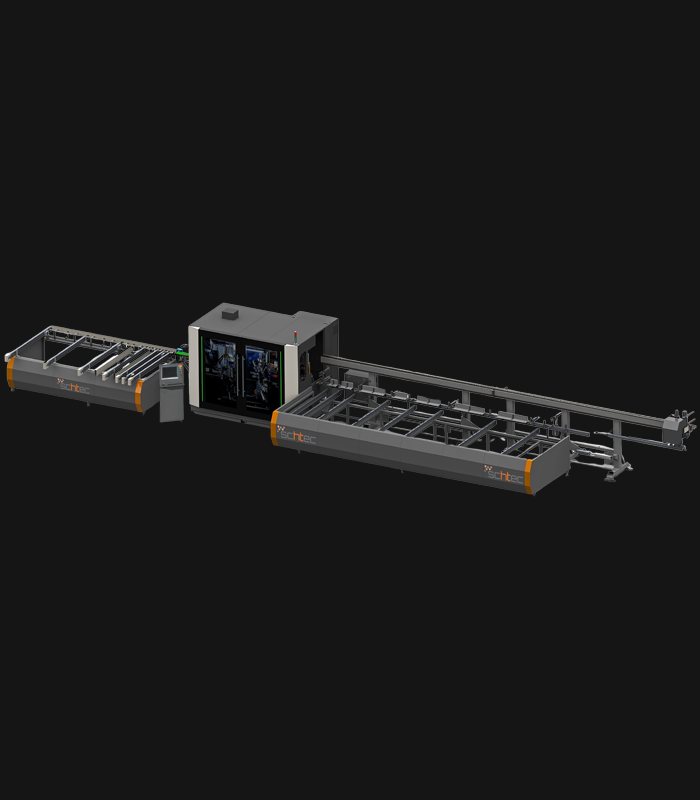
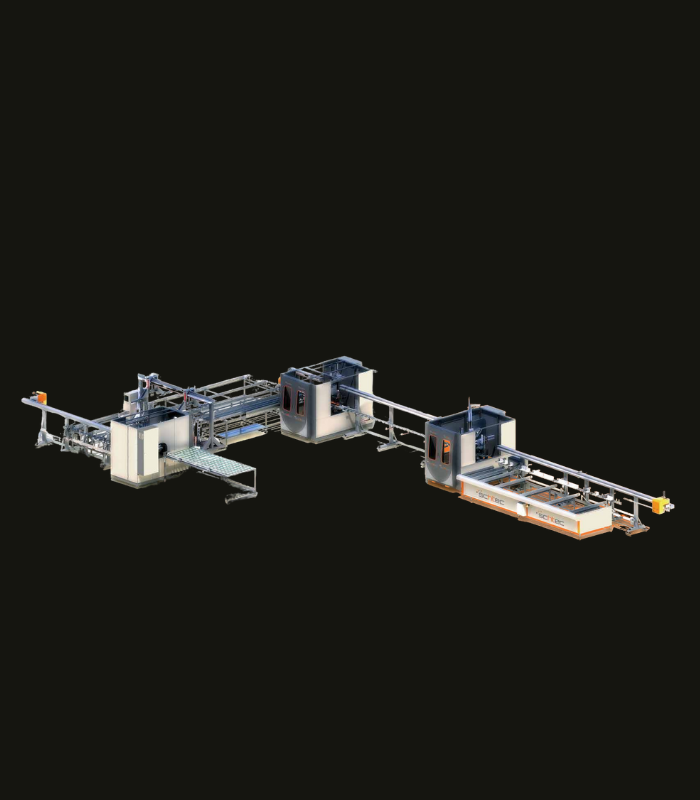






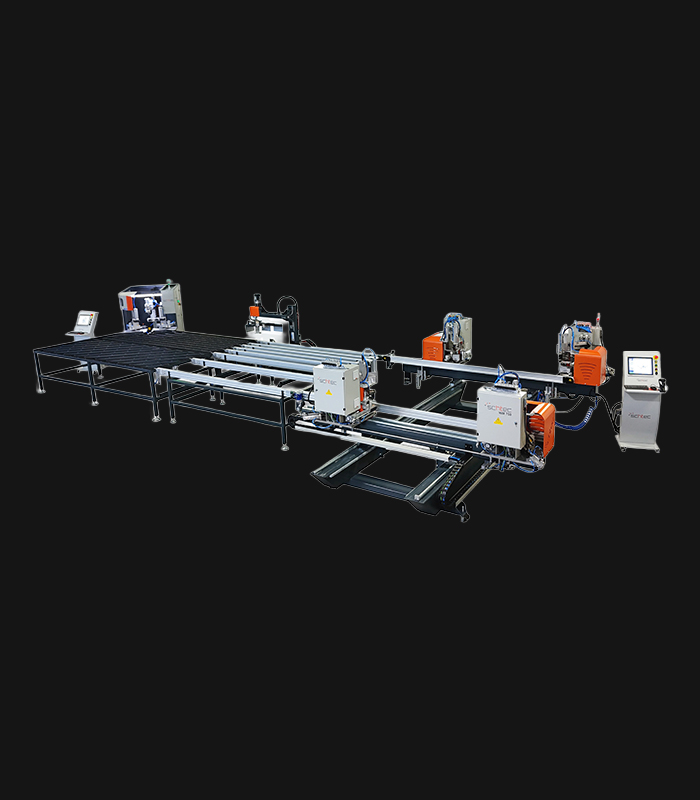












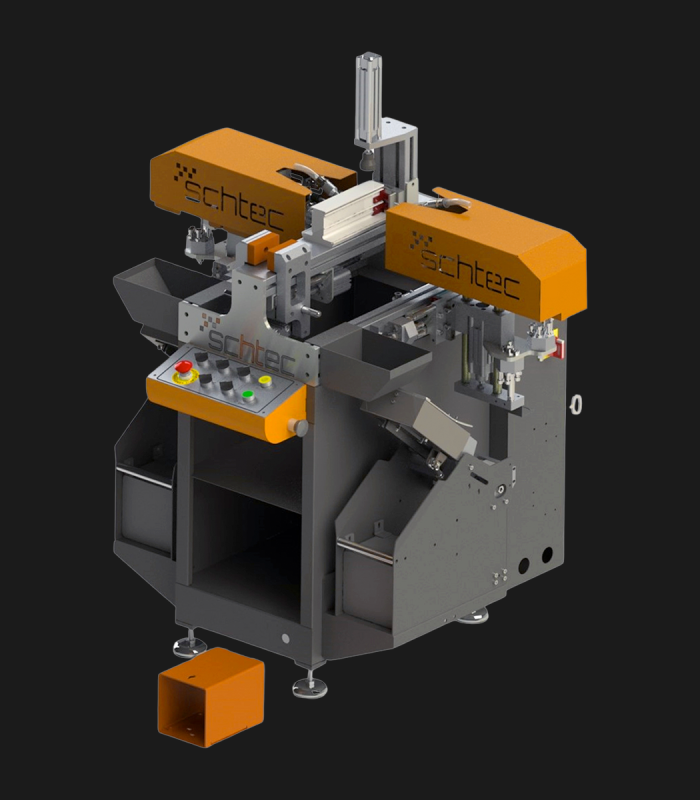
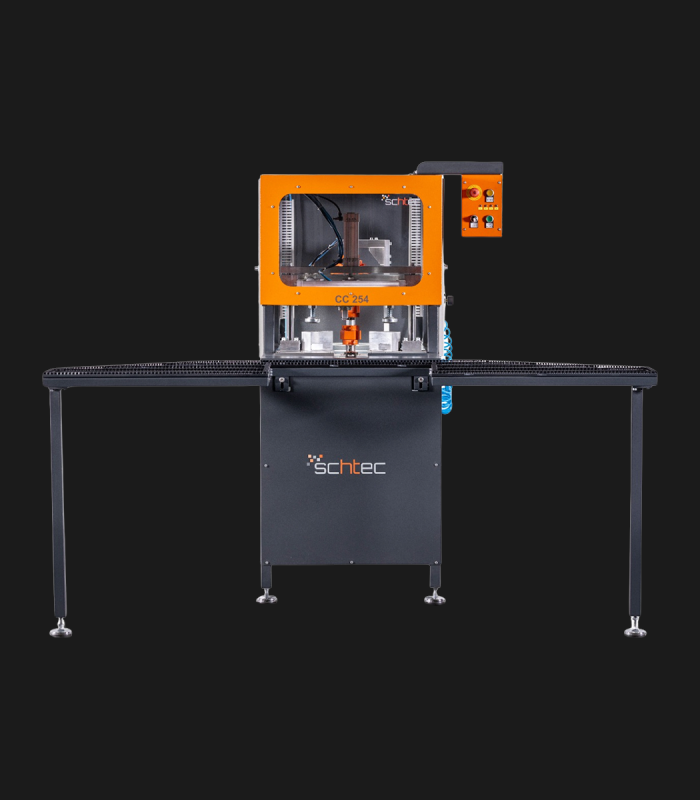



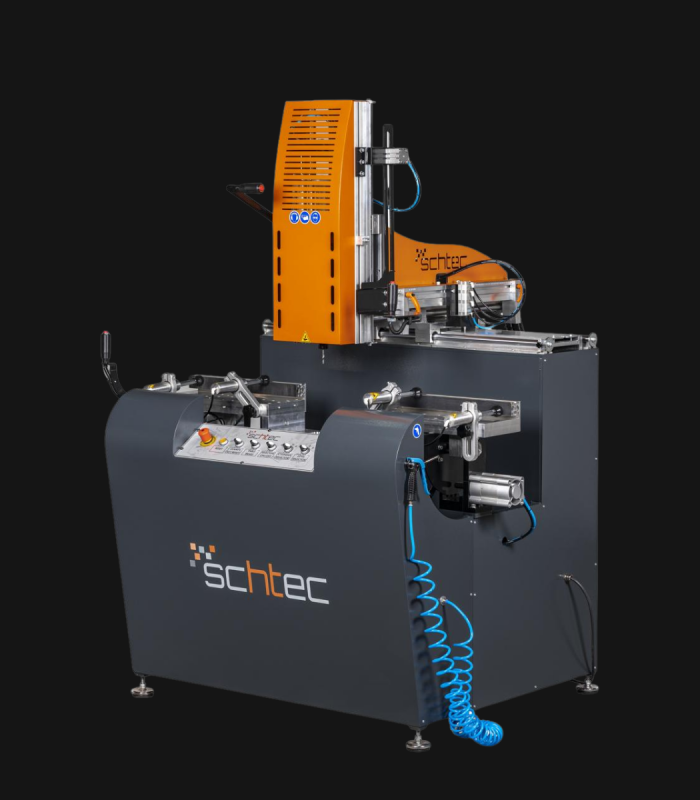








RS 173 Máquina de Atornillado y Perforación de Refuerzo
La SCHTEC RS 173 realiza automáticamente el taladrado y atornillado de refuerzos. Alimentación neumática, ajuste de par y velocidad de 1.5 seg/pieza para máxima productividad.
Especificaciones Técnicas del RS 173
| Potencia del motor | 5 kW |
| Fuente de alimentación | 220 V, 1 Ph, 50-60 Hz |
| Presión de Aire | 6-8 bar |
| Consumo de Aire | 16 lt./min |
| Ancho Máx de Mecanizado de Perfil | 130 mm |
| Ancho Mín de Mecanizado de Perfil | 15 mm |
| Altura de la Máquina | 2,000 mm |
| Longitud de la Máquina | 500 mm (2.230 mm con transportador) |
| Ancho de la Máquina | 610 mm |
| Peso de la Máquina | 150 kg |
Características Estándar
- Unidad neumática de alimentación automática de tornillos
- Perforación de orificios de montaje en la primera cabeza; atornillado en la segunda cabeza
- Parada automática tras el proceso de atornillado
- Control mediante pedal para un atornillado preciso
- Interruptor de seguridad para evitar un funcionamiento incorrecto
- Interruptor de ajuste de altura de tornillo
- Sujeción automática del perfil durante el atornillado
- Tope ajustable para soporte de perfil
- Uso prolongado de la broca y fácil sustitución
- Par ajustable según el tipo de tornillo
- Velocidad media de atornillado: 1,5 seg/pieza
Descripción del Producto
La SCHTEC RS 173 Máquina de Atornillado y Perforación de Refuerzo combina velocidad, precisión y seguridad en el montaje de perfiles de PVC y aluminio. Con su sistema de doble cabezal, realiza el taladrado en la primera cabeza y el atornillado en la segunda de forma totalmente automática. Cada operación se completa en aproximadamente 1.5 segundos, gracias a la unidad neumática de alimentación de tornillos, control por pedal y sistema de sujeción automática. El ajuste de par y el interruptor de altura del tornillo reducen errores del operador y aumentan la productividad. Con su estructura robusta y fácil mantenimiento, la RS 173 es una solución ideal para líneas de producción de gran volumen.