

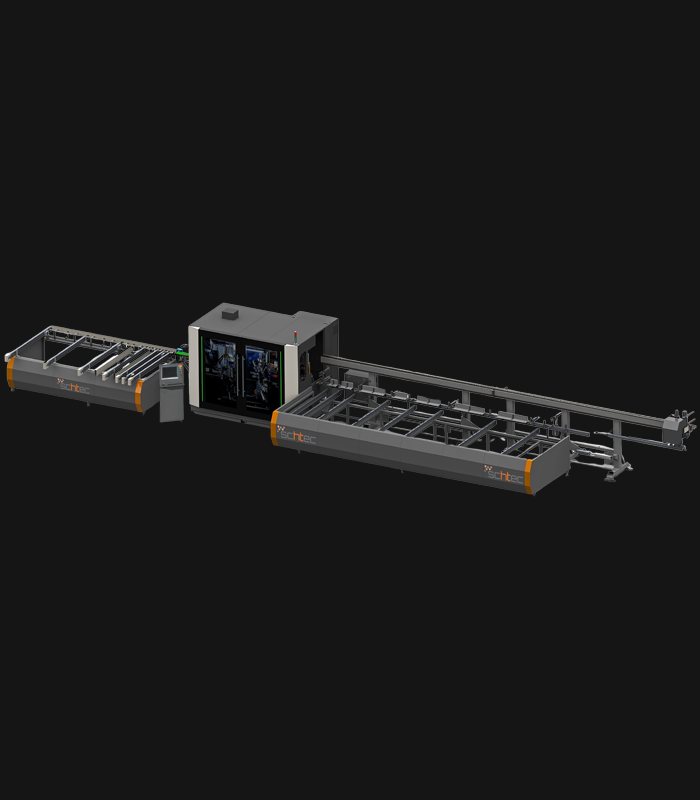






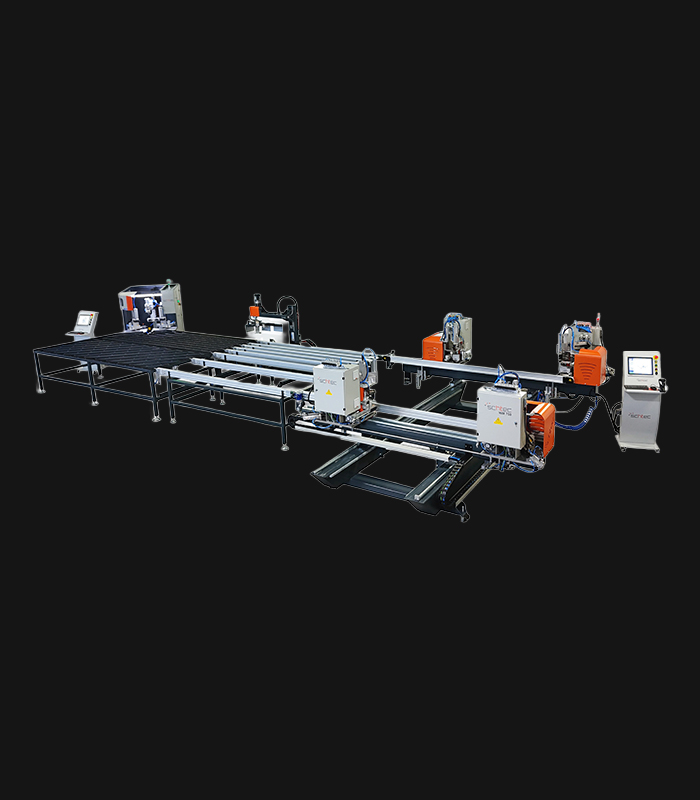
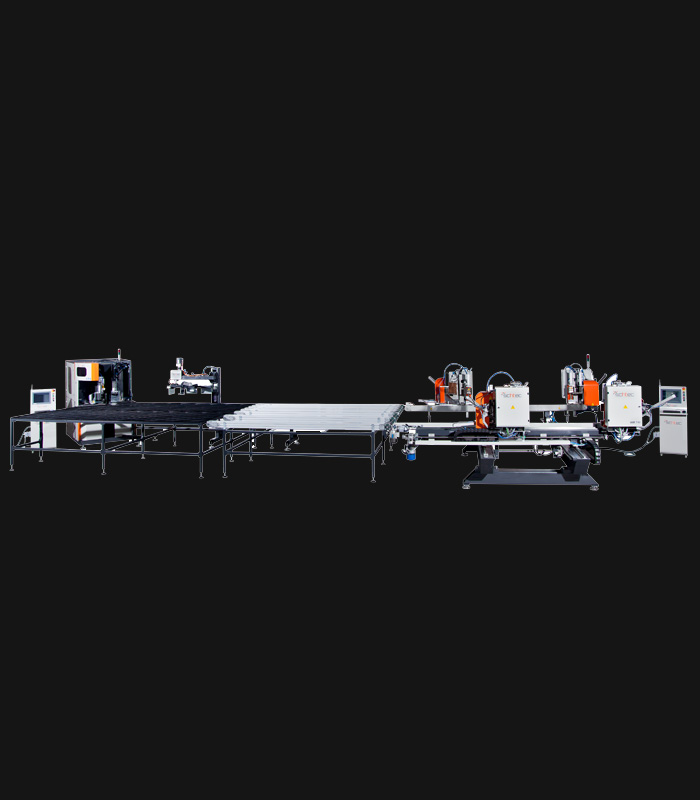


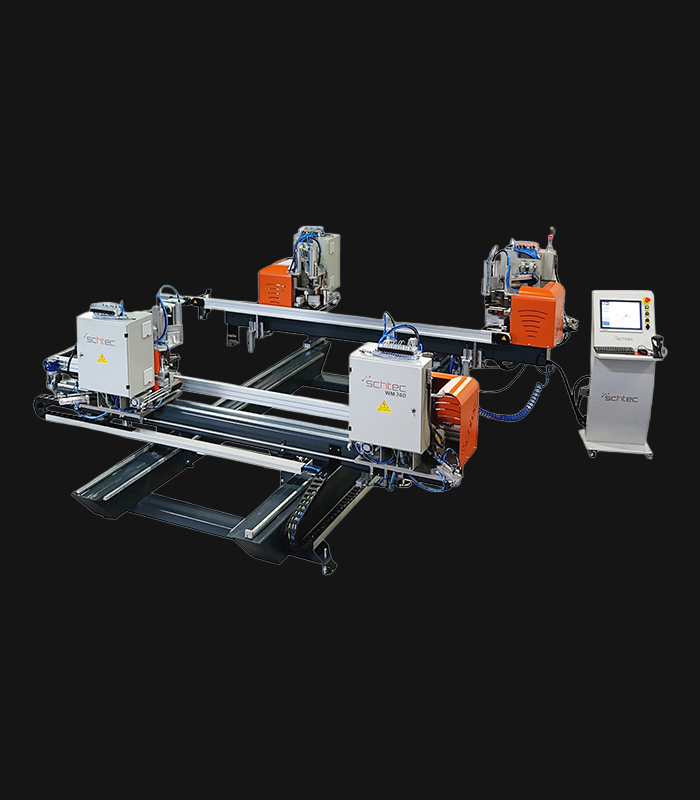












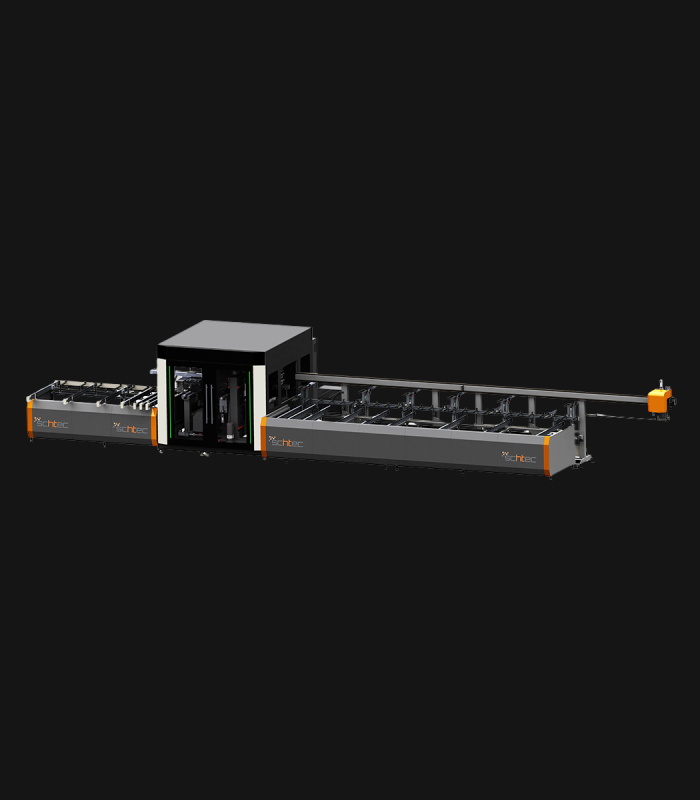












CSML 240 Centro de Procesado Totalmente Automático
SCHTEC CSML 240 es una solución CNC de alta tecnología para perfiles de PVC con 21 herramientas dos unidades de atornillado y automatización completa de corte taladrado ranurado y marcado. Incluye control avanzado por ejes servo optimización de perfiles impresión de códigos de barras y conectividad lista para Industry 4.0 ideal para producción de ventanas y puertas de alto volumen y alta calidad.
Especificaciones Técnicas del CSML 240
| Fuente de Alimentación | 400 V, 3 Ph, 50-60 Hz |
| Consumo Estación de Mecanizado | 12 kW / 30 A |
| Consumo Estación de Corte | 14 kW / 35 A |
| Consumo Estación de Atornillado | 4 kW / 10 A |
| Consumo Mecanizado con Refuerzo | 12 kW / 30 A |
| Altura Máx de Mecanizado de Perfil | 215 mm |
| Altura Mín de Mecanizado de Perfil | 40 mm |
| Ancho Máx de Mecanizado de Perfil | 145 mm |
| Ancho Mín de Mecanizado de Perfil | 35 mm |
| Longitud máx barra | 6.500 mm |
| Long. Máx. de Perfil | 6.000 mm hasta 6.500 mm |
| Long. mín. perfil | 700 mm |
| Longitud Máxima de Corte | 4.500 mm puede aumentarse hasta la barra completa |
| Longitud Mínima de Corte | 400 mm |
| Diámetro de la fresa | 6 mm 8 mm 10 mm 12 mm fresa de carburo rápido dos tipos por superficie seleccionables |
| Velocidad del Husillo | 900 / 6000 / 12000 / 18000 rpm |
| Velocidad Máx. de los Ejes (Procesamiento) | 50 m/min |
| Velocidad Máx. de los Ejes (Sierra) | 100 °/sec |
| Velocidad Máx. de los Ejes (Transportador) | 40 m/min |
| Presión de Aire | 6-8 bar |
| Consumo de Aire | 1075 lt./min |
| Altura de la Máquina | 2.300 mm |
| Longitud de la Máquina | 25.930 mm |
| Ancho de la Máquina | 10.800 mm |
| Peso de la Máquina | 11.000 kg |
| Número Estándar de Herramientas | 21 husillos de alta velocidad refrigerados por aire cuatro ajustes de RPM por proceso |
Características Estándar
- Todas las estaciones de pinza del equipo disponen de control de eje lineal de alta velocidad.
- El eje de la pinza incorpora un eje giratorio de 90 grados para minimizar problemas de sujeción en distintos tipos de perfil.
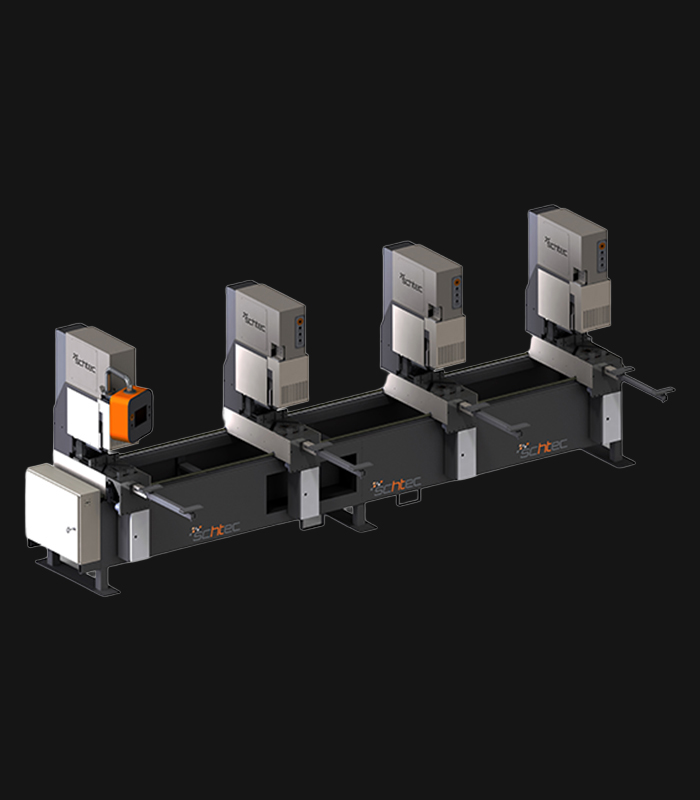
- En perfiles de PVC sin refuerzo se realizan ranuras taladros marcado orificio de cilindro y orificio de manilla mediante 11 herramientas controladas por CNC situadas en dos anillos de herramientas con diseño en L de alta precisión.
- En la estación sin refuerzo los dos grupos en L se controlan con un total de 6 ejes CNC.
- Al alcanzar cada punto del perfil los grupos de prensado también se controlan con 2 ejes diferentes para la fijación del perfil.
- En los procesos con refuerzo se utilizan 10 herramientas. En total se realizan todas las operaciones con 21 herramientas de alta precisión.
- Todas las herramientas de las estaciones de mecanizado pueden ajustarse a 4 velocidades según el tipo de proceso.
- Corte de todos los ángulos entre 45 y 135 grados con precisión de 0.1 grado mediante dos sierras de 550 mm y una de 600 mm controladas por eje servo.
- Corte rápido y rígido gracias al eje de la sierra controlado por servo que se posiciona automáticamente según la altura del perfil.
- Tiempo mínimo de proceso en perfiles de puerta con unidad de fresado con refuerzo.
- Capacidad total de carga de perfiles: 10 + 2 barras con sistema de elevador en la estación de carga (10 piezas en la mesa de carga, 1 pieza en el elevador y 1 pieza en proceso de trabajo) (longitud máx. 6,5 metros).
- La carga incorrecta se evita comprobando ancho y largo del perfil mediante encoders magnéticos de alta precisión que reducen errores del operador.
- Las pérdidas de tiempo por carga se minimizan con sistemas de elevación y el movimiento independiente de las estaciones de carga.
- Corte y mecanizado de perfiles especiales de los sistemas de ventana francés holandés e inglés.
- Corte en V en punta de flecha y de tope inverso.
- Las piezas cortadas se transfieren rápidamente a la siguiente estación mediante la estación de descarga con movimiento de eje lineal.
- El atornillado simultáneo se realiza con dos unidades de atornillado totalmente automáticas controladas por cinco ejes servo cada una con capacidad de atornillado dúplex.
- Mesas y unidad de atornillado controladas por servo que ahorran tiempo en perfiles de distintas alturas.
- Interfaz propia desarrollada por el departamento de software de Schtec que permite trabajar con plena compatibilidad con todos los programas de diseño de ventanas.
- Optimización simultánea en la máquina reduce automáticamente el desperdicio
- Pantalla táctil de 15” y PC industrial de alto rendimiento con Windows 10 Embedded, funcionando sin ventilador entre 0°C y 55°C.
- Sistema de control basado en PC industrial (Beckhoff).
- Interfaz fácil de usar con control I/Q y BUS neumático para diagnóstico y detección de fallos en línea.
- Carga de archivos por USB y red además de conexión remota a la máquina.
- Sistema de lubricación central que facilita el mantenimiento.
- Impresora de códigos de barras.
Opciones
- Sistema servo lineal
Descripción del Producto
SCHTEC CSML 240 es un centro de procesado totalmente automático que integra en un solo sistema el corte el taladrado el ranurado el atornillado y el marcado de perfiles de PVC. Con 21 husillos de alta velocidad y arquitectura con servocontrol de tres ejes ofrece máxima exactitud y tiempos de ciclo mínimos. Admite cortes especiales para sistemas francés holandés e inglés y su software de optimización integrado maximiza la eficiencia de producción. El PC industrial con Windows su interfaz intuitiva y la conectividad remota proporcionan una automatización completa. Con eficiencia energética y compatibilidad con Industry 4.0 es la solución ideal para líneas de producción de nueva generación.