









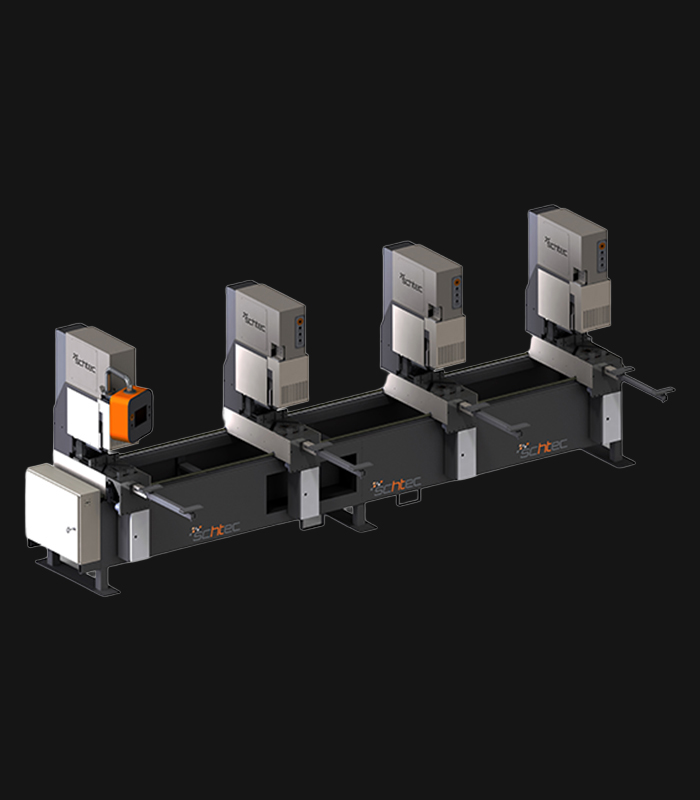










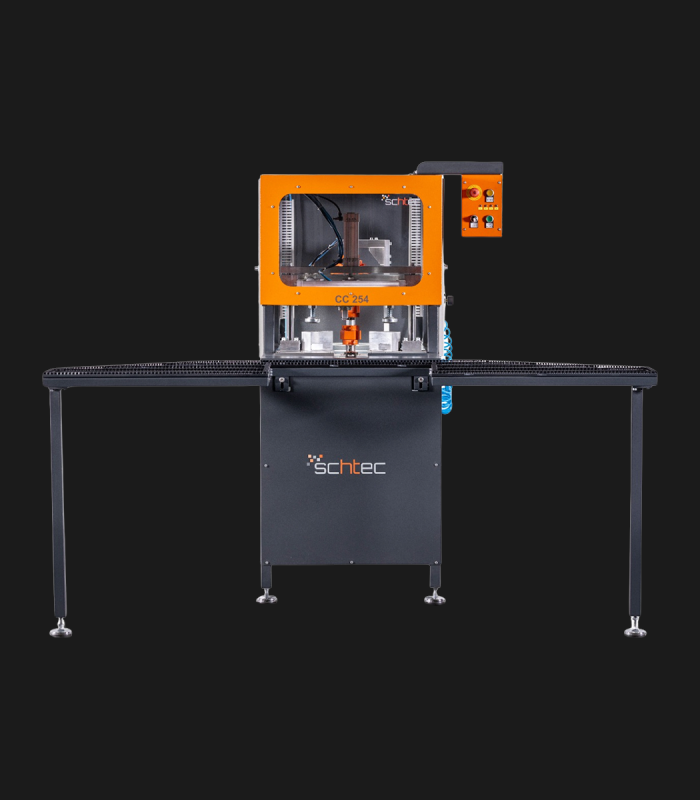



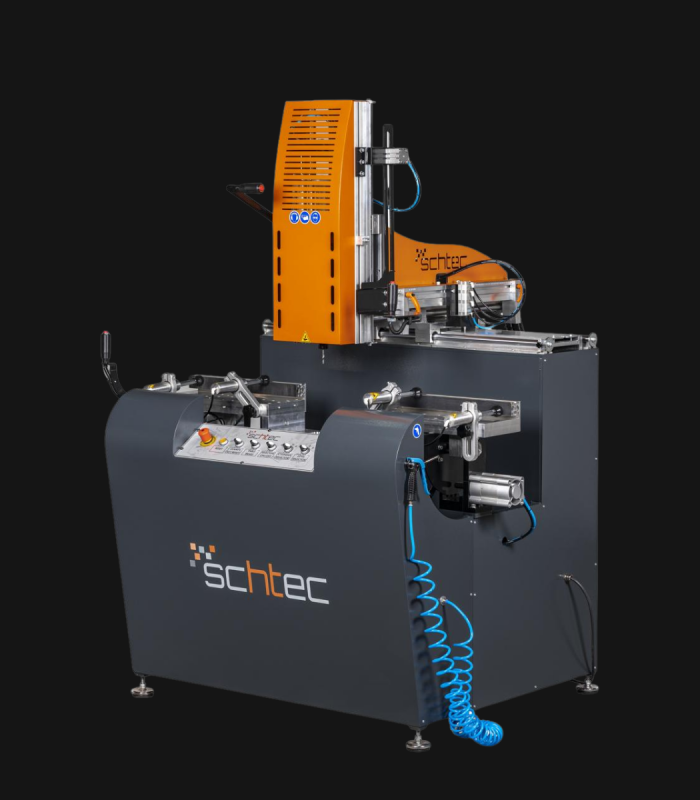










CP 290 Corner Crimping Machine
SCHTEC CP 290: Precise 90° aluminum joints with 7-ton/cm² force. Quick blade change, foot pedal control, and front mitre system ensure efficiency for profiles up to 220 mm.
CP290 TECHNICAL SPECIFICATIONS
| Power Supply | 220 V, 1 Ph, 50-60 Hz |
| Power Output | 2.2 kW, 5.5 A |
| Side Cylinder Pressing Power | 7 ton/cm² |
| Upper Cylinder Pressing Power | 3 ton/cm² |
| Air Pressure | 6-8 bar |
| Air Consumption | 60 l/min |
| Max. Profile Height | 220 mm |
| Max. Knives Pressing Height | 190 mm |
| Min. Frame Size | 350 mm x 350 mm |
| Machine Height | 1,300 mm |
| Machine Length | 900 mm (1,760 mm with support arms) |
| Machine Width | 1,200 mm (2,525 mm with support arms) |
| Machine Weight | 575 kg |
Standard Features
- Joins Aluminium profiles corners by pressing them together
- Pneumatic high pressure power system (easy maintenance)
- Ability to work with different profiles sizes
- Small frames can be joined by specially designed clamping unit
- Quick blade changing system
- The front set square system is designed for easy profile loading and unloading
- Pressing process is done step by step with a foot pedal
- Support arms are included as standard
Product Description
The Schtec CP 290 is a high-pressure corner crimping machine designed to provide strong and aesthetically pleasing 90° joints for aluminum profiles. With a hydropneumatic system delivering 7 tons/cm² of pressing force, the CP 290 ensures maximum durability and precision, especially for large profiles. The machine features quick blade change and a special clamping unit for flexible and safe operation. Step-by-step control is provided via a foot pedal, while the front mitre system speeds up profile alignment and positioning. Supporting profile heights up to 220 mm, with a weight of 575 kg, robust support arms, and ergonomic design, the CP 290 enables smooth operation across various frame sizes.